01
Process Monitoring
加工过程异常监控及工艺过程分析系统
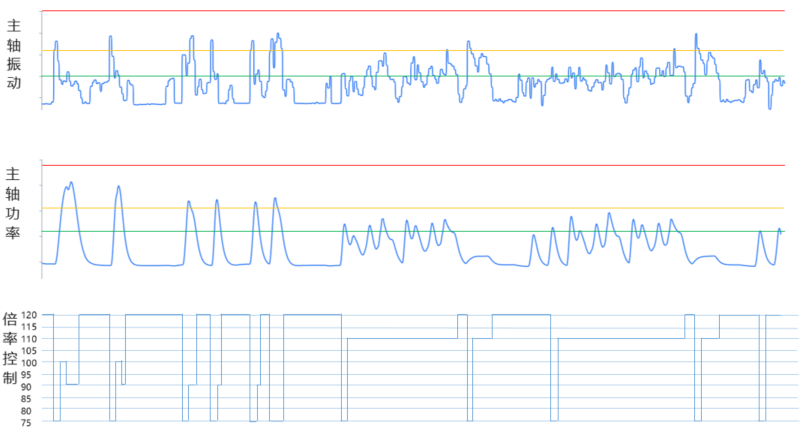
机床在加工功能过程中,发生刀具损坏、毛坯不规则、各种机械松动是困扰整个机加工的行业问题,轻则造成一些废品,或刀具成本的损失,重则有可能造成质量事故。尤其是自动化生产线,因为没有操作工实时观察加工状态,如发生异常,易造成更严重损失。
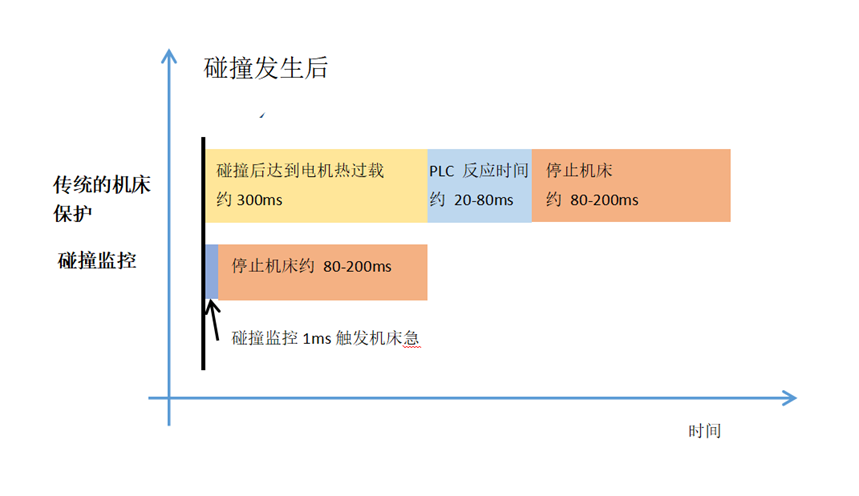
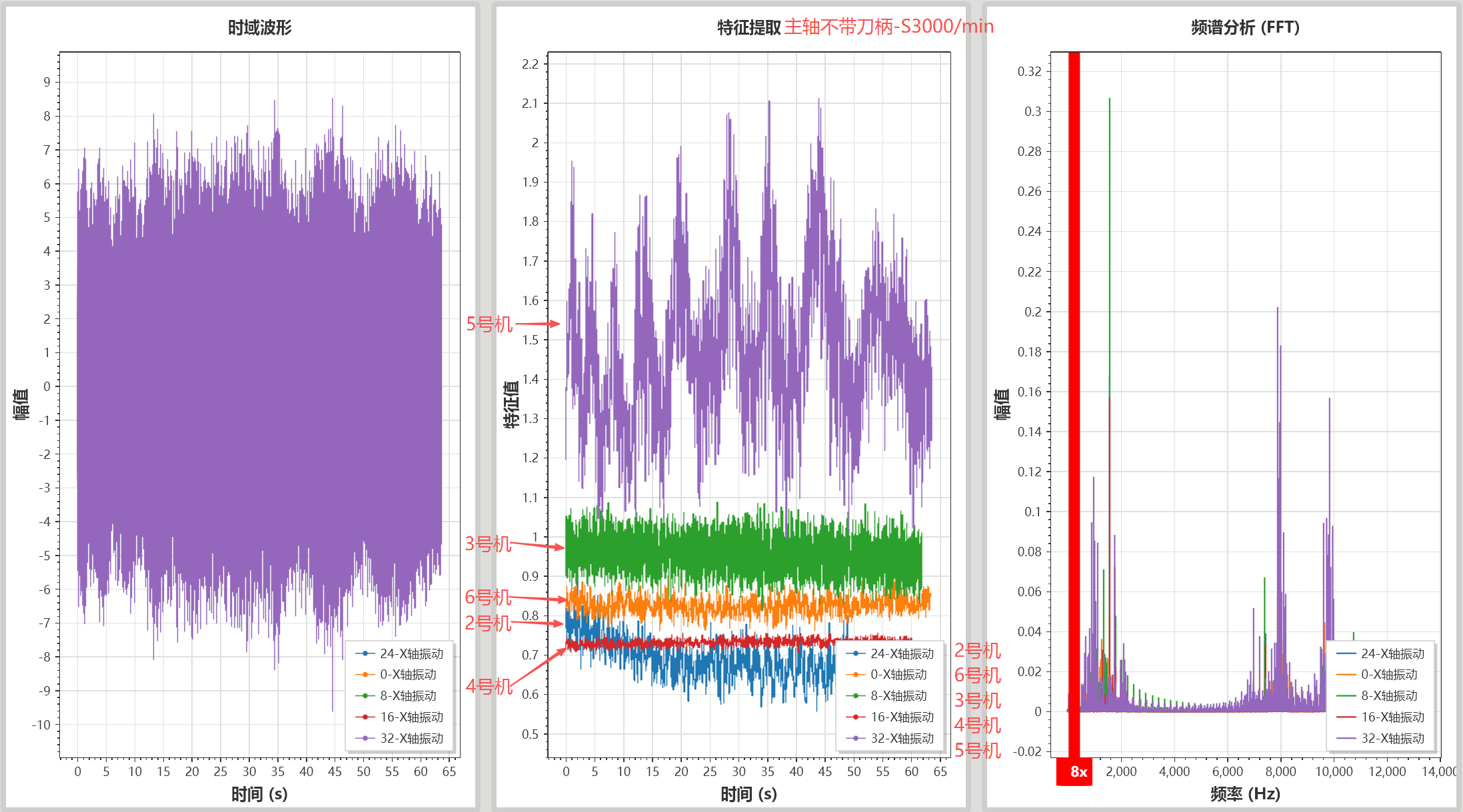
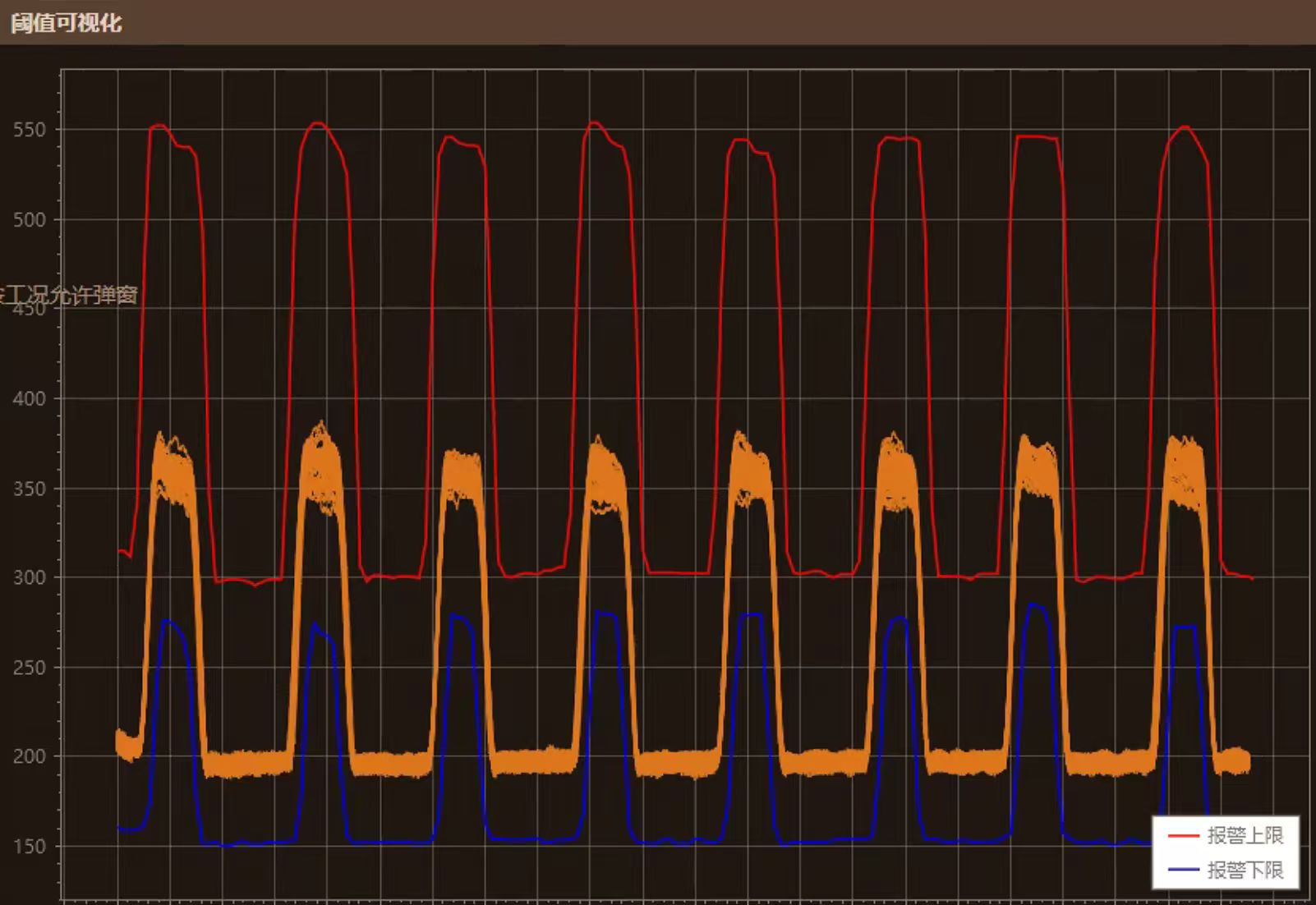
阿格斯智能加工过程监控系统可以识别非常微小的信号变化,并配置了多样化的报警策略应对机加工复杂的工况需求,当识别到异常时及时向机床发出停机指令,将损失降至最低或提前进行防控,避免损失发生。更加深入的用法,用户可以根据监控到的微观数据,进行生产的工艺、质量进行深度分析和优化,发现潜在风险,提高整体生产系统的稳定性。